В настоящее время мы используем два основных типа модуля:
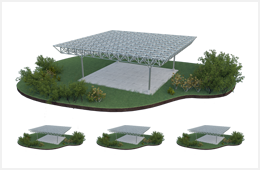
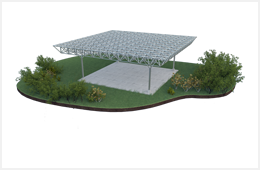
Модуль "Кисловодск" создан по схеме перекрестно-стержневой пространственной конструкции (ПСПК), которая получила широкое применение в данной отрасли строительства. Каркас модуля получается путем состыковки однотипных или разнообразных схем, создавая практически неограниченные внутренние пространства, ничем не стесненные и отвечающие любым технологическим требованиям. При разработке ПСПК были приняты нижеследующие основополагающие архитектурно-конструкторские предпосылки:
- единый унифицированный сортамент с максимальными композиционными возможностями
- использование оптимальных по форме малодифицитных трубчатых профилей проката
- применение высокопрочных сталей в соединениях элементов
- полная индустриализация производства, основанная на использовании высокопроизводительного автоматического и полуавтоматического оборудования, литья, штамповки и тд
- компактность монтажных марок и возможность их транспортировки любым видом транспорта
- высокая надежность и быстрота сборки и монтажа конструкций, включая конвейерную сборку и крупноблочный монтаж
- широкие возможности объемно-пространственной композиции каркасов
- практически неограниченное разнообразие конструктивных форм на базе ограниченного набора исходных типовых унифицированных элементов, обеспечивающих широкую область применения системы в промышленном и гражданском строительстве применение принципа деконцентрации материала, т.е. преимущественное применение сечений стрежневых элементов под величину усилия, возникающего в них.
ПСПК состоит из двух принципиальных типов монтажных марок: узлового элемента в виде полусферического многогранника с резьбовыми отверстиями в направлении сходящихся стержней и трубчатого стержня, снабженного по концам специальными наконечниками с высокопрочными болтами для сопряжения с узловым элементом. Благодаря минимальному количеству входящих конструктивных элементов, были разработаны и освоены: технологии по изготовлению унифицированных стержневых элементов с модульной длиной от 1,5 до 4,5 м на высокопроизводительных полуавтоматических линиях и специальных высокопрочных болтах; изготовление заготовок для узловых элементов и их механизированная обработка на многопозиционном автоматизированном оборудовании; штамповка вкладышей. Использование машиностроительных способов изготовления элементов конструкций позволило добиться высокой точности деталей с допусками, не превышающими отклонения в 0,2 мм для узловых элементов и 0,5 мм для стержневых элементов. Проектирование ПСПК основано на применении стандартного набора стержневых и узловых элементов (сортамент конструкции), удовлетворяющего многообразию конструктивных форм при достижении их минимальной металлоемкости и трудоемкости изготовления.